
Исследование подготовки макулатурной массы в аэродинамическом диспергаторе
УДК 676.038.2/026.72
Р.Х. Хакимов, Ф.Х. Хакимова, Т.Н. Ковтун, Е.Ю. Ушаков
Пермский национальныйисследовательский политехнический университет
ИССЛЕДОВАНИЯ ПО ПОДГОТОВКЕМАКУЛАТУРЫ ДЛЯ ИСПОЛЬЗОВАНИЯ В КОМПОЗИЦИИ БУМАГИ И КАРТОНА
Изучена возможность и целесообразность применения при подготовке макулатурной массы современного и более эффективного аппарата –диспергатора вместо традиционного оборудования. Показано, что использование диспергатора позволяет сохранить длину волокна макулатуры, улучшить показатели качества макулатурной массы, упростить технологическую схему потока, снизить расходы свежей воды и электроэнергии.
Ключевые слова: макулатура, переработка макулатуры, диспергатор, роспуск, сортирование, длина волокон, фракции, механические показатели, технологическая схема, расход электроэнергии.
Важнейшей задачей целлюлозно-бумажной промышленности (ЦБП) является наиболее полное и комплексное использование древесного сырья. Особенно актуально это для европейской части страны, где много целлюлозно-бумажных предприятий, а запасы древесины ограничены. Наиболее существенным способом повышения комплексности использования древесного сырья является рост потребления макулатуры в производстве полуфабрикатов для бумаги и картона. Этому же способствуют ужесточения экологических требований, вчастности, полной утилизации твердых отходов целлюлозно-бумажного производства. Однако рост использования макулатуры ограничивается дефицитом вторичного волокнистого сырья вследствиенизкого уровня производства и потреблениябумаги и картона в стране, несовершенства системы сбора и сортирования макулатуры, использованием в промышленности морально устаревшего и физически изношенного оборудования для переработки макулатуры.
В связи с изложенным особый интерес представляют разработки процессов переработки макулатуры с использованием современного аппаратурного оформления.
В данной работе предлагается использовать вподготовке макулатурной массы в качестве основного агрегата более эффективное оборудование - диспергатор, неиспользуемый в настоящее время в этом производстве.
На рис. 1 представлена схема предлагаемой установкидля диспергирования макулатуры.
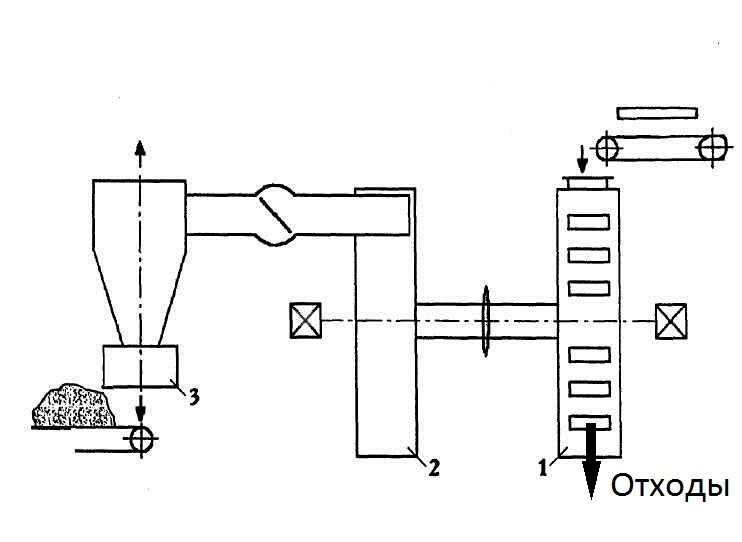
Рис. 1. Схема устройства для роспуска волокнистых материалов (диспергатора): 1 – диспергатор,2 – вентилятор, 3 – циклон.
Диспергатор - компактный аппарат, в котором происходит процесс измельчения. Вращающийся ротор с радиальными лопатками создает в аппарате вихревое движение воздуха. Отбор готового продукта осуществляется из центра аппарата под действием вакуума, подключаемого к каналу отбора измельченной массы. В результате происходит наложение радиального и вихревого движения воздуха. При определенном соотношении скоростей вращения ротора и продува воздухом осуществляется сепарация готового продукта, при этом крупные и влажные частицы не будут выноситься из аппарата, т.к. обладают большей инерцией, чем мелкие и сухие. Скорость движения частиц отличается от скорости движения ротора, что обеспечивает энергию, необходимую для измельчения материала.
В аппарате поток воздуха регулируется таким образом, что из аппарата выносятся только единичные волокна. Куски макулатуры и пучки волокон циркулируют в аппарате до тех пор, пока не будут распущены до отдельных волокон. Продолжительность механического воздействия на макулатуру в зоне роспуска составляет 40÷60 с. Все более тяжелые примеси (камни, куски пленок, жгутики из скотча) оседают в пространстве между корпусом аппарата и кожухом и должны периодически удаляться. Такие особенности аппарата позволяют значительно упростить технологическую схему подготовки макулатурной массы и сделать ее более экономичной.
В связи с этим необходимо определить качество макулатурной массы, получаемой с использованием данного аппарата, в сравнении с традиционной подготовкой макулатурной массы. В качестве объекта для такого сравнения принята технология подготовки макулатурной массы на ООО «Пермский картон». Для исследований использована макулатура – отходы производства и потребления гофрированного картона.
Подготовка макулатурной массы на данном предприятии включает следующие операции: роспуск макулатуры в гидроразбивателях, очистка полученной массы от тяжелых частиц на очистителях ОМ-03, дополнительная очистка массы от легких включений в турбосепараторе, сгущение, размол в дисковых мельницах, регулирование концентрации полученной массы и подача в картонно-бумажный цех.
Результаты подготовки макулатурной массы на ООО «Пермский картон»и по предлагаемому варианту оценивали по влиянию их на средневзвешенную длину волокна, на распределение волокон на фракции по длине и на показатели механической прочности отливок из макулатурной массы, т.е. по показателям, имеющим наибольшее значение при получении бумаги и картона.
Для сравнения использован также образец исходной макулатуры,отобранный со склада предприятия. Подготовка данного образца в лабораторных условиях включала лишь увлажнение, роспуск в лабораторном дезинтеграторе, сортирование от крупных включений.
На рис. 2 представлены гистограммы распределения нафракции волокон по длине и величине средневзвешенной длины волокна,определенные на лазерном анализаторе длины волокна Kajaani FS200 фирмы Metso.
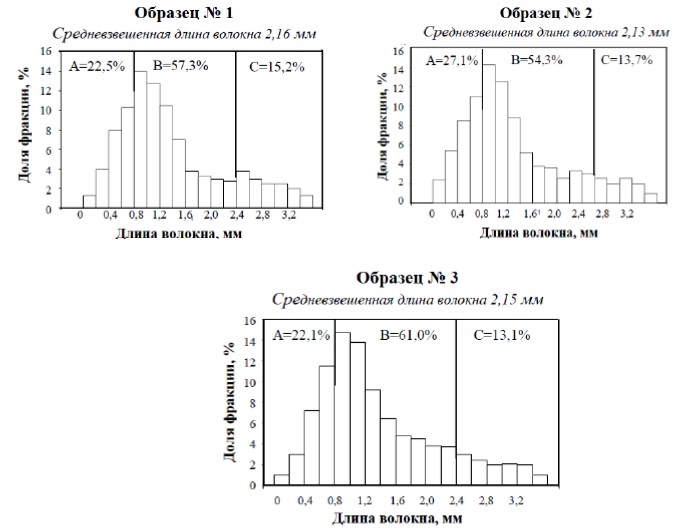
Рис. 2. Распределение на фракции по длине волокон массы из исходной макулатуры (обр. 1), макулатурной массы, отобранной из технологического потока предприятия (обр. 2) и распущенной на диспергаторе (обр. 3).
Как следует из приведенных данных, по средневзвешенной длине волокна сравниваемые образцы различаются незначительно, однако этот показатель выше для образца, полученного в диспергаторе. Фракционный состав сравниваемых образцов макулатурной массы несколько различен в зависимости от способа подготовки макулатурной массы.
Для удобства сравнения волокна по длине распределяли на следующие три фракции:
- фракция А (мелкое волокно) – сумма волокон с длиной от 0 до 0,8 мм;
- фракция В – сумма волокон средней длины (от 0,8 до 2,4 мм); этих волокон вмассе наибольшая доля;
- фракция С – небольшая доля наиболее длинных волокон (от 2,4 до 3,6 мм).
Как видно из гистограммы, в исходной макулатурной массе мелких волокон 22 %, волокон средней длины 57 %, длинных – 15 %.
При подготовке макулатурной массы на предприятии заметно (на 5 %) увеличилось количество мелкой фракции А; количество волокон средней длины (фракции В) сократилось, очевидно, за счет измельчения части волокон и перехода ее в фракцию А; доля длинной фракции также уменьшилась, но незначительно.
При роспуске в диспергаторе количество мелкой фракции осталось без изменения; значительно увеличилась доля фракции средней длины (фракция В), засчет уменьшения доли длинной фракции.
Во всех трех образцах наибольшее количество волокон (60 - 62 %) составляют волокна длиной 0,4 – 1,6 мм.
Сравнение способов подготовки макулатурной массы показывает, что фракция длинных волокон изменяется практически одинаково в обоих случаях, а доля мелкой фракции заметно увеличивается в процессе подготовки в производственных условиях; в случае использования диспергатора получается более ирациональное распределение волокон по длине - наибольшая доля волокон средней длины.
В таблице приведены показатели механической прочности сравниваемых образцов макулатурной массы. Поскольку макулатурная масса может быть использована как в производстве картона, так и бумаги для гофрирования, определены и показатели, нормируемые для флютинга.
Показатели средневзвешенной длины волокна определяли как на установке Kajaani FS 200 фирмы Metso, так и на аппарате Иванова С.Н. Как следует из приведенных данных, по абсолютной величине результаты определения на аппарате Иванова С.Н. несколько выше, чем на установке Kajaani FS200.
Таблица. Показатели механической прочности массы из сравниваемых образцов макулатуры
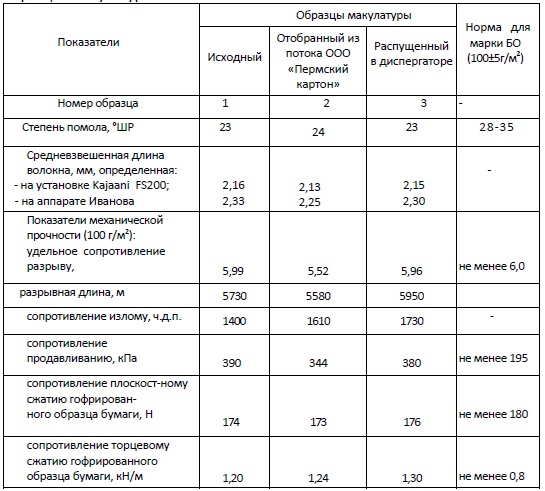
При определении любым способом длина волокна получается несколько выше в случае подготовки макулатурной массы с роспуском в диспергаторе. Соответственно и все показатели механической прочности выше для этого образца макулатурной массы. Несмотря на то, что все образцы макулатурной массы имели степень помола заметно ниже, чем по технологическому регламенту (23 - 24 °ШР вместо 28-35 °ШР), ряд показателей механической прочности получены науровне требований норм для массы 1 м2 100 г, некоторые - выше требований норм. Показатель удельного сопротивления разрыву на нижнем уровне требований норм, т.к. этот показатель нормируется для машинного направления, а мы в лабораторных условиях получаем отливки на листоотливном аппарате с равномерными показателями во всех направлениях. Также на нижнем уровне норм находится показатель сопротивления плоскостному сжатию, однако этот показатель находится на уровне его для исходной макулатурной массы, т.е. в процессе подготовки не изменяется.
Таким образом, в случае использования при подготовке макулатурной массы диспергатора вместо традиционного оборудования (гидроразбивателя в сочетании с несколькими ступенями очистки) получается макулатурная масса, по качеству не уступающая массе, получаемой на ООО«Пермский картон»: сохраняется длина волокон макулатуры и все показатели этой массы превышают соответствующие показатели макулатурной массы производственного потока.
Одновременно диспергатор заменяет в подготовке макулатурной массы для производства бумаги и картона гидроразбиватели и основную часть сортировочного оборудования, что значительно упрощает схему потока, снижает расход свежей воды иэлектроэнергии.
Для сравнения приведены две технологические схемы переработки макулатуры: по традиционному способу (гидродинамическому) и сухому (рис. 3 и4).
Из схем видно, что при переработке макулатуры традиционным способом используется большое количество оборудования и, следовательно, больше расход энергии и воды. Использование диспергатора значительно упрощает технологическую схему и сокращает количество единиц оборудования в технологическом потоке, а, следовательно, снижает капитальные затраты и себестоимость макулатурной массы.
Удельный расход электроэнергии на 1 т макулатурной массысоставляет: на ООО «Пермский картон» 900 кВт•ч, в случае роспуска в диспергаторе – 350-450 кВт•ч.
Результаты работы показали, что использование в подготовке макулатурной массы нетрадиционного оборудования – диспергатора целесообразно при переработке макулатуры из гофрокартона и позволяет упростить технологическую схему подготовки макулатурной массы и, соответственно улучшить экономические показатели производства при получении массы одинакового качества.
Рис. 3. Технологическая схема подготовки макулатурной массы на ООО «Пермский картон»
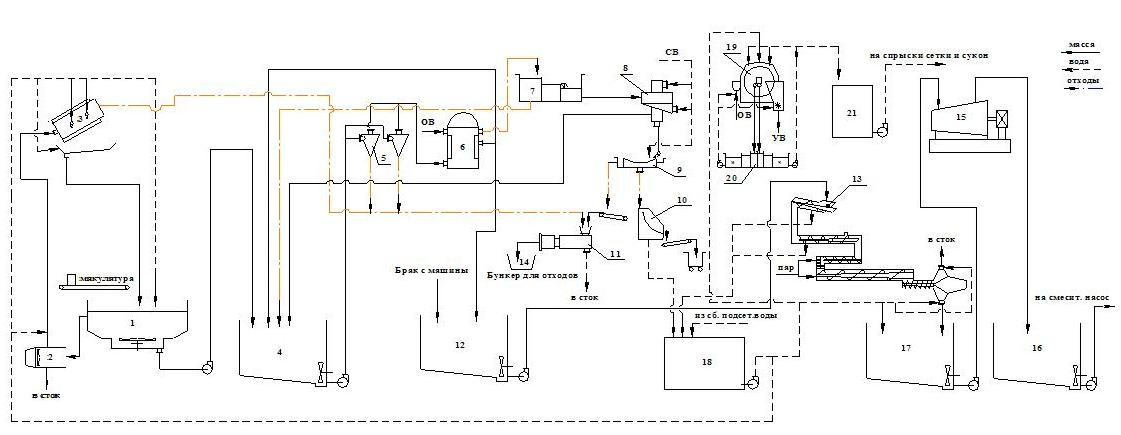
Обозначения к технологической схеме (рис.3)
1 – гидроразбиватель; 2 –аппарат для дороспуска массы; 3 – барабанная сортировка; 4 – массный бассейн; 5 – очиститель высокой концентрации; 6 – ультрасортировка; 7 – бак постоянного напора; 8 – сепаратор; 9 – вибрационная сортировка; 10 – дуговое сито; 11 – уплотнитель отходов; 12 – бассейн после сортировки; 13 – термодисперсионная установка; 14 – бункер отходов; 15 – коническая мельница; 16 – приемный бассейн; 17 - бассейн после ТДУ; 18 - сборник оборотной воды; 19 – дисковый фильтр; 20 – емкость мутного и светлого фильтрата; 21 – сборник осветлённой воды
Рис. 4. Технологическая схема подготовки макулатурной массы с использованием диспергатора.
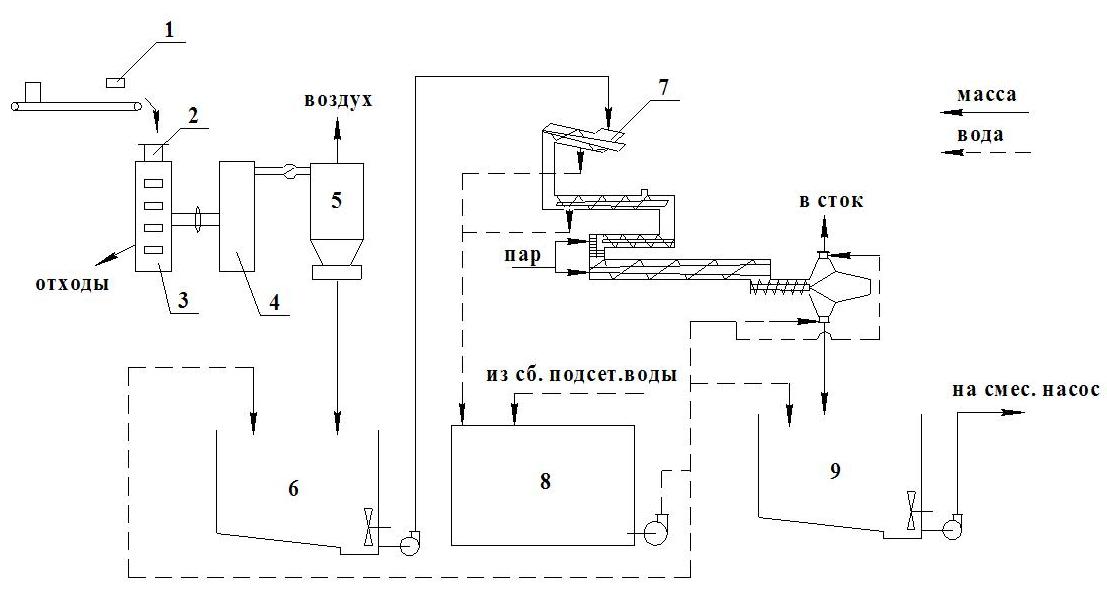
Обозначения к технологической схеме (рис.4)
1 –постоянный магнит; 2 –воронка диспергатора; 3 – диспергатор; 4 – вентилятор; 5 – циклон; 6 – промежуточный бассейн массы; 7 – термодисперсионная установка; 8 – сборник оборотной воды; 9 – бассейн готовой массы.
|
|
|
|
